
Revolutionize your paper manufacturing with AI-driven optimization. Enhance efficiency, cut costs, and achieve autonomous operations like industry leaders Arjowiggins and Oji Paper. Embrace the future of smarter production!
Learn more


'/%3E%3Cmask id='mask0_48_2551' style='mask-type:alpha' maskUnits='userSpaceOnUse' x='0' y='0' width='24' height='24'%3E%3Crect width='24' height='24' fill='url(%23pattern1)'/%3E%3C/mask%3E%3Cg mask='url(%23mask0_48_2551)'%3E%3Crect width='24' height='24' fill='%23173B57'/%3E%3C/g%3E%3Cdefs%3E%3Cpattern id='pattern0' patternContentUnits='objectBoundingBox' width='1' height='1'%3E%3Cuse xlink:href='%23image0_48_2551' transform='scale(0.00195312)'/%3E%3C/pattern%3E%3Cpattern id='pattern1' patternContentUnits='objectBoundingBox' width='1' height='1'%3E%3Cuse xlink:href='%23image0_48_2551' transform='scale(0.00195312)'/%3E%3C/pattern%3E%3Cimage id='image0_48_2551' width='512' height='512' xlink:href='data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAgAAAAIACAYAAAD0eNT6AAAAAXNSR0IArs4c6QAAQABJREFUeAHtnQncrtW4uNtSNCdDk1KKSlQojZqdqJQ0KJUKFXFw4pjSX3WIg0yng4ijMkQKTUTD1rQbqN1M80iTJk27du3/det9trdvv9/3vcMzr2v9fvf3zGvd97XW99z3u571rGfKrFmz5jJJQAISkIAEJJAWgeekZa7WSkACEpCABCQQBAwAbAcSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQQL0ITJky5bn10khtUiAwZdasWSnYqY0SkIAECieAI5+HQlZAVkJeibwIWQhZsLMcu55tRwDwJPKPjjzctZ7ty5YPcewG5GrkOu7hT7A0SWBgAgYAAyPzAglIIHUCOPqXwCCc/Fh5OfvK/DX/FOVlwcA1rIdEYPBnAoNHWJokMC4BA4Bx0XhAAhKQwFxz4eynwOE1yKYdWZ/lYkidU3Tt3oZcgZyFnI5cTlBgly8gTM8QMACwJUhAAhIYQwCfH933mcPfhPXoym96ugcDzkAiGDidWOCWphuk/qMRMAAYjZ9XS0ACLSCAw38BZmyDbIaE418aaXu6HgP/GQywPIuA4L62G6x9zyZgAPBsHm5JQAKJEMDpx4C9tyDvQrZGnoekmp7G8HhU8APkBIKBx1MFkZLdBgAp1ba2SkAC8Ux/LTCE098ZaUPXft61+iAZ/hT5AYHAxXlnbn71IWAAUJ+6UBMJSKAgAjj9Zcl6N2R3ZOWCimljtldhVPQK/Ihg4O42Gth0m2jbS1E3fx3GDgOAYah5jQQk0AgC3BxjAN+nkM2RGM1vGo5AzFFwChLBwKk4nHj90FQhAdp2vHL6OeQG6uPAYVQxABiGmtdIQAK1JsDNMZ7pfxpZt9aKNlO5v6D2IcixOJ6nm2lCc7Wmbb8Y7cPhvw+JcSwrUQ/Xshw4GQAMjMwLJCCBOhLgxvgc9NoBCce/eh11bJlOMenQwchxBgLF1yztewFK+SjyMSRmkIx0AeyHDnLjH8YkAQlIoLEEuDHOg+yFAeGQfobo/MupzVUo5ljkcvjvgPiIpQDuYI32vR9Z34BEwJU5/yjtqPgzbLIHYFhyXicBCVRKgJvi3CiwNxLP+GOQn6laAjHr4EHIL/lV6oyDI9YF7TsCqh2RzyMr9shuBvuWBPX9PY71tcsegL4weZIEJFAnAtwb10GfPyLfRnT+9aicmC75eOQS6mfLeqjUTC3gtymaX4REj1Yv5x+GnTSK848MDACCgkkCEmgEAW6MiyHfRdnzkTUaoXR6Ska9nEI9/RxZPD3zh7cYXmsgvyWHM5A1J8lppO7/yNtHAJMQ9rAEJFA9AW6K0R26J/IlxMl7gNCQFN3T/8kv1e83RN9K1KR5L0/B/4W8E4m2Plm6mxOWhuvMyU6c6Lg9ABPR8ZgEJFA5AW6O0bV8DhLvoOv8K6+RgRSIbywcSR2eibxioCsTOBkmayE/wtR4tXJXpB/nH2RiYqaRnH9kYg9AUDBJQAK1I8CNcUGUOhj5EPLc2imoQoMSiO8LRH1+JQ/nNWjhdTmfdh1teQfkw0iMZRk0xaRMK8DwtkEvHHu+AcBYIm5LQAKVE+Am+VqUiAFQ/mqsvDZyV+AyctwbB5bUdwZo09F7tQ+yHzLK1ybjGw3vIY+RU60eAQBoT2Sxka0yAwlIoLEEuAfEDXIaovNvbC1OqHjM0zCNej4UmXvCM1twEBtXQ47ElPjFHq/0jeL8Y+bFLyK5pNr0AABoESy6GbkceRMRzhMsTRKQQCIEOveAuFFG96gpDQKnY+Yu3O/vbZO5tOX4cf1WJLr5N8nRtph+eZe88qtTD8BHMGpRZEPEEaN51bD5SKABBLhhromalyA6/wbUV44qbk5ef6L+X59jnpVlFUEssj8KXI/8CsnT+cfkSociuaVa9AAENCy6GYkAIEsHEenEgBGTBCTQYgL8/8evpHi9b94Wm6lpExOIAYL7cc//v4lPq+dR2vAr0SwGq+6BxODVItKJ8Nk2z4zrEgD8P4zq5ex3w+Af52mweUlAAvUgwE0zXhGLG36uN7V6WKcWQxI4gus+xH2/9o+Aab8xydH2yE5I9FxPQYpM68DlwjwLqDwAAGKvX/+ZjdEINsfoc7IdLiUggeYT4P9+Waw4DVm5+dZoQc4ELiC/Hbjv35FzviNnR7t9CZm8HQmnvxFS1mP0M+ARj0tyTXUIAA7EokMmsOrvHFsX46+b4BwPSUACDSHATfRVqBrO/6UNUVk1yydwN0XuyH3/7PKLfnaJtNcXs6fb6Zf95sIsyl8fFvFmTK6p0gAAsAtjzc1IdAVOlML5RxAQwYBJAhJoKAH+59dF9ZORxRpqgmqXR2AGRUUQcFJ5RT5TEu30Raxth8Qv/RjIV7bTp8jZ6SgY7Dl7K8eVqgOAyX79d5sajwHicUDtnw11K+26BCTwDAFuqluydhwyv0wk0CeBJzlvV+770W4KTbTPF1JAt9Ovw+yTD6DTStgfPSK5p8oCAGD3++u/2+gfA2K37h2uS0AC9SfA//vuaPkDpA431foDU8NuAk+xsRf3/mO6d+axTruM7v14Xz9+6W+G1K19/jt2H45ehaQqjY1XJibr+h9r9K5U2PUAOWjsAbclIIF6EuB/9qNo9mWk6FHS9QSgVqMSiO73H9KO5uPe/91RMiOPGHcSI/YzWWWU/Aq+djr5f7vIMirpAaAShvn1383hXUVEg90FuC4BCYxOgP/1mLb0E6PnZA4S+CeBj3Dv/0a/LGh/K3Ju5uxjuXy/11Z8Xgz82wBbzy9Sj6p6AN6DUYP++u/m8H0q9gHglD44pFsJ1yUggfEJ8D8aY3x0/uMj8sjgBL5Ou4qegDnmw2d/9DC9Cul2+EsNXkQtrji6aOcfVlbVA/BHyn79iJhjhOhWQDpjxHy8XAISyJkA9+J9yPKInLM1OwlkBOLV8ZA1kMzhv5H1GMjX9FTowL9uOKUHANwYoksmr3f6HyGvfysjUuqG5roEJDA+Af7HYyR1jNqOZ7cmCRRF4FEybuMbJfvi00Ya69Av8Of0e2KO5+2SY14LkNep3HBel2OeZiUBCQxJgP/F+DX2E0TnPyRDL+ubQBud/6/Kcv5BuYoegKsoN57T5JniU5IbAy7yNklAAhUQwPmvRrExc1tM722SgAQGIxBTH6+GH7tvsMuGP7vUHoDODSJv5x/Wx6xNvyf/eLxgkoAESibA/16Mrv4tovMvmb3FtYLA01gRH78rzfkHtVIDAMrLs/s/9O9OS7JxOjeiZbp3ui4BCRRLgP+5mEzlNCT+B00SkMDgBL6I8586+GWjXVHqIwBuFDeh7nKjqTzp1THAcENg3jnpmZ4gAQmMRID/6XnI4A/IuiNl5MUSSJdAfP3wjfismWUjKK0HgBvFOhi3XAkGvoIy4nGAHxspAbZFJE/gUAjo/JNvBgIYksBDXPfOKpx/6FtaAEBZu0SBJaVXU85pBAEx46BJAhIogAD/X1uTbUzza5KABIYj8H6cf/SMV5JKeQTAjSICjRjhuETJVp5LeVsAON4XNUlAAjkR4H86xtrEXOX2tOXE1GySI/A1fNP+VVpdVg/AxhhZtvMPrhsgv+FmtVBsmCQggdEJ8P8UU4j/DNH5j47THNIkcDxmf6xq08sKAMrs/h/LNCYmOYObljersWTclsBwBHzuPxw3r5JAEDgfiVf+4tW/SlNZjwD+hpVV9AB0w72CjTcB/a7una5LQAL9EyCQ3oqzT0Km9H+VZ0pAAh0C17JcDz/09zoQKTwA4IYR31++rQ7GokO8IrgZ8OuiT02wqIYEJifA/3I8978UacMHVyY32DMkkC+Be8huHfzPjflmO3xuZTwCWHN49XK/Ml4RPJcbmTMG5o7WDBMgcDQ26vwTqGhNzJ1ADETfuk7OPywsIwBYK3eUo2W4LJefQxAQrwqaJCCBPgjw/7I7p23cx6meIgEJPJtAPOuPd/0vevbu6rfKCADq1AOQEY/xCFO5qdVRt0xHlxKoBQH+T2J+/y/XQhmVkECzCDyFunvh/H9dR7VTDQCiLqIrM94OeGMdK0adJFAjAp9Dl8VrpI+qSKAJBJ5EyZ1x/kfXTVn83mrIroUOAqSA5TG8NgMexqmEeDazHZX0u3GOu1sCyRLgf/h1GB9dl3MnC0HDJTA4gce5ZAf8yimDX1rMFfwvz0/O70D2QVZG1ogJPYpMdXv+38vWgHIScN5BZf2q1wnuk0CKBPifiFf9voXo/FNsANo8LIFHuHAb/MmZw2aQ53X8G69GfuH0d0Oyz3Vvj363FP0IoCnP2OcFzHGAehdLkwQk8AyB97JYWxgSkEDfBB7kzJhvplLnjy+bH9kLmYY+lyEfQDLn/y30O4HtuYp+BBAQNomCGpQOAc5nG6SvqkogdwLcOGKMzF8QX/vLna4ZtpTAvdgV3565pCr7+L/t9Wu/W50IBmIugnhEUVwAgCLRffgAsnAU1LD0E/R9N5BmNExv1ZVALgT49z2SjN6TS2ZmIoH2E7gdE8P5X122qfyvdj/bX2eC8uPRxJro+OfsnMJ6AFBqJQqZXVBWYIOW56Hr24AVUZ1JAskQ6Pzvxo2s6EeEyTDV0FYTOBvrdsRX3F2WlfyPLkpZ8Tnu7ZAtkAWQyVK8jvjD7pOKHATYlOf/3Ty619dn4wJAbwW06Ao1SSAVAp/GUJ1/KrWtnaMQOJyL/wMfMXOUTPq5Fl+0NOdti4TT3wiZB+k3/Wis848LDQAmxrcCh6cB/u3AmzrxqR6VQPMJ0Nbj1d13Nt8SLZBAoQTi8fD7ejnVPEvl/zF60sPhh8RbdfFofdAU38B5f6+LigwA4iNAbUgvwIjfURF7U9lHtcEgbZDABAQ+wbEi7wsTFO0hCTSCwO1oGT8KL85bW/xMOPjoPc+cfryvP0qKQCVecX+4VyZF/qOH42xLiq6WH1I38TGhA4E5qy2GaYcEMgK07+hi3DPbdikBCcxB4Bz2xPP+3D4rz/9dvJ63HrIV8jYk/g/zSh9H10vHy8wAYDwyvfcfwO4VqbA9gfrP1yh6n+ZeCTSSwMfQ+nmN1FylJVAsgfjR9w0kHOqToxSF/1iK6zdAYhr6WMare0WMuTkRXb9J3uOmIt8CuJFS43liG9M0jNoWuPe00ThtSo8AN6UXY/XNSLxSZJKABP5F4HpW38P9Pkb7D5z434pu/MzZh8N/+cCZDH7BbVyyBjrfN9Gl9gBMRGf8Y+tyKN4QiCDgyvFP84gEGkNgfzTV+TemulS0BAJPU0b8gj6A+3x8M2bShE8Inxrfz+h2+C+a9MJ8T3iK7OLzwxM6/yiykB4AIER3RnSTFNGtEXrXJUWjiJGgx9RFIfWQwKAE+H+Nd4pvQZo4adeg5nq+BPohcC0nxWRwMR9Mz8T/TXTlr4LEL/yQVyNvQKoOpGOc2ufQY9JUVA9ADGpou/MPuFHRR9MQ1mf5YaDHiEuTBJpG4N0orPNvWq2pbxEE4lf/15Bwoo9xb48B4Csi4eC7nX1sL4TULZ2GQof2q1RRPQAvR4Eb+lWiJef9ETtidOjNLbFHMxIhwE3uMkxdLRFzNVMC4xF4ggM/RO5HMmcfvqyoH8pknWuK/+MN8UEP9ZtrUQFAPAP5U79KtOi8eOayOxVwaots0pQWE8D5r45501tsoqZJIAUCMehvXXzPHYMYW1Q3fZvmABiE52KcfDI31c8hRbEdRB/PlcBkBHaf7ASPS0ACtSbwINptOajzD4uKclKpBgDBNGZyivkCYvbAeLXKJIFaEqB9zo1iu9ZSOZWSgAT6IRCPLbbD+Q/1NpoBQD+IhztnMy67lJvsesNd7lUSKJzAmyhhicJLsQAJSKAIAjE5UbypcNawmRsADEuuv+uW5rSpBAEf6e90z5JAqQTeVWppFiYBCeRJIOYn+PEoGRoAjEKvv2vn4bSvEQQch9TxtZH+rPCsVhGgLcZrfzHvuEkCEmgege/g/L8wqtpFBQCj6tXG63fAqMu48cZUkCYJVE0g2uN8VSth+RKQwMAETuaKDw58VY8LigoAHuhRlrue+TbCHwgCvojMKxAJVEjA0f8VwrdoCQxJID5BvDO//mO635GTAcDICAfOIJjHN9cvIgiIqSNNEiiVAO0uHkXZE1UqdQuTwMgE4gN7W+P8Hxk5p04GBgB5kRw8n5iA5Y/cjD+KFFUPg2vlFSkQ2BAjmzK7WQr1oY0SmIzA3znhLTj/uyc7cZDjRTkeHwH0Vwvx7fWvIGcQBLysv0s8SwIjE9h05BzMQAISKIvA4xQUX569Nu8CDQDyJjpcfhtz2eUEAb6WNRw/rxqMgAHAYLw8WwJVEXiagnfD+Z9XhAIGAEVQHS7PeC3rKIKAXyAvHC4Lr5LAxAQ6bSseP5kkIIH6E9gf5398UWoaABRFdvh8t+fSK7lRbzl8Fl4pgXEJbMyRmK7aJAEJ1JdAzPL3EZz/N4pU0QCgSLrD5x3Ts55CEPAdxMmDhufolXMSsPt/TibukUCdCES3/95FO/8wuJAAAMVnkHcMXDCNRmBfLr+GICB6BUwSyIOAAUAeFM1DAsUQmEm278SHfr+Y7J+dayEBQKcI3wR4Nutht+J7AjEuID4zvNywmXidBGg/S0JhZUlIQAK1JBA/nN+O8/9ZWdoZAJRFevRytiKLq7iJfxKJ7wuYJDAogU0GvcDzJSCBUgjE5D5b4fxPKqW0TiEGAGXSHr2s+ckiPgARnxl2JrfReaaWwxqpGay9EmgAgQfR8d9w/meUrWuRAUCuMxaVDabm5a2KfmcTBByJLFZzXVWvPgRWqo8qaiIBCUDgXmQTnP/5VdAoMgC4ogqDEiozXuV6D/IXgoA9ErJbU4cn4PP/4dl5pQTyJvBXMtwQ539p3hn3m1+RAUBlRvVrfEvOexF2/JAgYCriDb4llZq3GbSNmPv/5Xnna34SkMBQBG7mqjfi/K8Z6uqcLjIAyAlkDbLZCB0u40b/OcTvvNegQmqmwgro4weAalYpqpMkgb9gdTj/G6u2vsgA4CaMi8ENpvIIzEtRByDXEQTshRRZv+VZZUl5EPD5fx4UzUMCoxG4jMuj2//20bLJ5+rCHAQGxlSG0/NR01wGJBBzB/wAmU4Q8JYBr/X0dhIwAGhnvWpVcwhciKox4K82A+QLCwA6deI4gGob52so/lSCgNOR11ariqVXTMAAoOIKsPikCZyF9Zvj/O+vEwUDgDrVRnG6bEbWfyIIOAZ5WXHFmHONCRgA1LhyVK3VBP4X67bA+T9cNyuLDgB8BFCfGo/XBndD4rXBLyOL1kc1NSmBgAFACZAtQgJdBOJ7OHvi+D+IPNm1vzarU1CsMGVwMjHqOKKe5xVWiBkPS+A+Lvw8cjht4IlhM/G6+hPg/zBmkIypRk0SkEA5BG6hmJjX/5JyihuulEJ7ADA+vmx05XCqeVXBBGIGwcOQP+MgdkGih8DUTgJ+Urqd9apV9SQQU/quWXfnH+gKDQA6deNAwA6Imi6WR6+fIH8kBtjWQKCmtTSaWgYAo/Hzagn0S+DLnBjP+2OK39onA4DaV1FpCr6Okn6FxGRCOyNltI3SjEu8IAOAxBuA5hdOIB6x7YTj/zjyVOGl5VRAGTf5ePfR1BwCr0HVnyLXEATshfjp4ebU3XiaLjjeAfdLQAIjE7iOHNbG8R83ck4lZ1B4AACUP2FTDIgwNYvAK1E3JhOKWQXfjziQs1n1162tPQDdNFyXQH4ETiartfBzV+WXZXk5FR4AdEw5vjyTLClnAjFvwLeQmwgC9kcWyDl/syuegAFA8YwtIS0C8frcQcg2OP/GTnlvAJBWox3F2iW5+DDkZoKATyOLjJKZ15ZKwEcApeK2sJYTCIcfjv9gpLj36EuAWFYAMA1b7ijBHosonsCLKCLmD7iFIOC/kBcWX6QljEjAHoARAXq5BDoEoqs/uvyj67/xqZQAoBMlndB4WhrQTSB6AD6D3EoQ8D1kje6DrteKgAFArapDZRpK4Hz0jsF+MeivFamUAKBD6hetIKYRYwnELHPvRS4lCDgXiUmFfHNgLKVqt30EUC1/S28HgWtw/q2aUbPMAOBc2sBd7WgHWjEOgfXZH5MKRa/AIcjS45zn7nIJNPo5ZbmoLE0C4xKYd9wjDT1QWgBA5PQ0jHwM0NCGMqDaS3D+gUgMGDwO2XjA6z09XwIP5ZuduUkgSQKt69ksLQDoNJfjk2w26RodH4PaATmLIOBKJOYTsDu6/PbQ2NeUykdliRIYl4ABwLho+jswldPu7e9Uz2oZgVWxJ+YTuIMg4JvISi2zr87m2ANQ59pRt6YQMAAYpaZ4DBBzJMd886Z0CSyM6f+OxFcIY9Dgvkh8mdBUHAF7AIpja87pEHAMQA51/fMc8jCLdhCIQYPfQf5GEPBLZHvEKYfzr1t7APJnao7pEbAHIIc6P508rs4hH7NoD4GIrN+GxKuidxIEfBfZEJnSHhMrtcQegErxW3hLCBgAjFqRPAaIV5L+e9R8vL61BBbFsr2RPyDxFsGhyKtaa205htkDUA5nS2k3gdY9ApjyjD8ut9a4oUckdQOyTLklW1qDCVyC7j9CfkqbvbPBdpSuOv9vMX3zPaUXbIESaBeBP3HvWbNNJpX9GuA/2QHxSVYOaxNIbSmcwOso4avI7Ti03yHxSqEBZH/Y7QHoj5NnSWAiAq17BFBJD0AQ5uYdn5W9BfFjMgHENCyB6Vx4EhIf57iY4NJZ73qQ5P/tMXY/v8chd0lAAv0R+DO3l1X6O7UZZ1XSAxBoABlzKh/eDExqWWMCa6DbgciFyF9xdEci23YCzBqrXbpq9gKUjtwCW0bAHoA8K5SbdPz6j16A6A0wSSBPAo+T2ZlI9AycRMB5e56ZNy0v/teip2T1pumtvhKoEYGbuI+8vEb6jKxKZT0AoTkw/87iyJGtMAMJzEkguru3RGL2wdtwgPG1wvhA0VpIpe1+TlVL2XNlKaVYiATaS+CJtplW2RiADCQ34xjIdQPSuu6VzEaXtSMQ78XH1ynP7kiM7o2Bqa1N/J99EuO+0FoDNUwCxRO4kvvEa4ovprwS4mMtlSaAxq+zn6LEuypVxMJTIrAIxm7VkbD7EdrgNJZZQHAh7TIeIbQp2QPQptrUlioI2ANQBHVuvjHRS9ygnPmtCMDmOSiBGVxwERIBQUxIdD4BQQxabWzif2w5lL+psQaouASqJxA/DNapXo38NKj8EUBmSqcXYOds26UEakRgJrrEREQRDERPwXRuBI1ypvx/RXAdjz4WQkwSkMDgBM7h/37DwS+r7xV1CgCWBNM1SHTPmiRQdwLhTC9DYnR9SKxfxQ0ieg9qmYgBLkCxtWupnEpJoP4EzuT/e7P6q9m/hpWPAchUBWx8Ee5TbMeobZME6k4gAtX4NdD9i2AmbTiC2Cwo+GdgQNuOt13qkK5ACQOAOtSEOjSRQOvGANQmAOi0hu+wjMGArXrO0sSWrs5DEYj/pxglHLJ7lgNBwe2sZ0HBn1m/MYTA4K7snJKWDgQsCbTFtJJA694UqlUAwA1xFjfLfWg68by1Vrq1sjlrVFkEXkpBIVt3F0hbf5TtfwYDPZY38+/wWPf5OawbAOQA0SySJWAPQNFVz03vCm6Mh1HOJ4ouy/wlUDGB+Sn/1R0Zq0oEw39j59gAIfbd25G/DxgkGACMpey2BPon0LoegNoMAuyuA25887F9FbJ8937XJSCBOQhEL0IEBDHOYHZgMM56HL8ceQFikoAEBiNwNAH3HoNdUu+za9nNHr9qCAL2A91v6o1P7SRQOYHoRVi2I5UrowISaDGB1vUA1HZOdIKA39KQjm1xY9I0CUhAAhJoDoG8x+RUbnltA4AOmY+wfKBySiogAQlIQAKpE7ivbQBqHQDQCxCvSX2ybdC1RwISkIAEGkcgxtm0KtU6AOiQ/i7LE1tFXWMkIAEJSKBpBOwBKLvG6AWYRZm7IVeXXbblSUACEpCABDoEDACqaArEAP+g3G2R+6so3zIlIAEJSCB5AgYAVTUBgoDrKXtn5KmqdLBcCUhAAhJIloBjAKqseoKA31G+MwRWWQmWLQEJSCBNAq3rAajlTICTtS0mCTqac2Z/bGWy8z0uAQlIQAISGIFAjEWbhx+hreqBbmoA8Hwq42xkrREq1EslIAEJSEAC/RB4AOffuim0m/Aa4ByVQ0U8zs7tkDvnOOgOCUhAAhKQQL4EWtf9H3gaGQCE4gQBd7B4O9K6TzSGfSYJSEACEqgNgdYNAAyyjQ0AQnmCgGks4qNBJglIQAISkEBRBOwBKIrsKPkSBHyf6z82Sh5eKwEJSEACEpiAQHxKu3Wp0T0AWW0QBBzG+r8jMVLTJAEJSEACEsiTwG15ZlaXvFoRAARMgoDDWeyLPB3bJglIQAISkEBOBG7NKZ9aZZN7AMA7+puHVGElQcD3KHcvpFXvalbB0jIlIAEJSGA2AXsAZqOYeGVVDv+eIOACZOuJT83/KEHA0eS6KzIz/9zNUQISkIAEEiRgD0Cflf5o57y1WZ5EEDAd2RHJvbdhPH0IAn7GsR0RXxEcD5L7JSABCUigXwIGAH2SenjMeauz/XPkKoKAdyHPHXO8kE2CgF+RcUwWFJMGmSQgAQlIQALDEHgYf/LAMBfW/ZoifpWPDQAyBiuzchRyLUHAvsi82YGillTaqeT9ViTrlSiqKPOVgAQkIIF2Emjlr/+oqjIDgKxpLM/Kd5AbCQI+iiyRHShiSRBwOvm+BXmoiPzNUwISkIAEWk3AAGCA6h2vB2BsFkuz4yvIHQQBZyB7Iy8ce1Ie2wQBZ5PP65HpeeRnHhKQgAQkkAyBVr4BELVXRQ/A2FYTOmyKfBf5G0HAqUiMFVh47ImjbBMEXM/16yJHjpKP10pAAhKQQFIEbm2rtUUEAI+MAGsero3u+hgrcDdBwAnITsj8I+Q5+1KCgMeRvdmxB+K4gNlkXJGABCQggXEItLYHYAoOcRybh9uNs16MK/P+clIEFSchJyLT0PlmliMl9Iz5Cn6BxOBEkwQkIAEJSKAXgU3xOWf1OtD0fUUEADG6f0bBYO4i/wuRCzrLi6mgfwxaJkHAglwTjx52GfRaz5eABCQggSQIrIB/ubGNluYeAAQkHGu8M7lIicBi/v+rkCwoiMDgGiqtr+8CoG98UviryPMQkwQkIAEJSCAIxI/ZBfAlrZxevqgA4BKgvTboVZjitb8Y9X8HcucYiR6E2HdPFiQQBKzJ9nHIcohJAhKQgAQkcDk+Iiaza2Uqala+6C6pOgCItwg2nKTWnsLx38M5WYBwGevLIkUMjpxEFQ9LQAISkEDNCFxTM31yVafIACBXRQvKbG7yjYmICp2MqCDdzVYCEpCABIolcHWx2Vebe1G/dKMHwCQBCUhAAhJoMgEDgCFqzwBgCGheIgEJSEACtSLQ6kcARfUA3FSrKlQZCUhAAhKQwGAEZnL6dYNd0qyziwoAbgbD081CobYSkIAEJCCB2QSu5w2AJ2ZvtXClkAAAaE/C6vYW8tIkCUhAAhJIg0Cru/+jCgsJADpto/Xw0vgf0EoJSEACSRJo9QDAqNEiA4CYjc8kAQlIQAISaCIBA4ARam3aCNd6qQQkIAEJSKBKAq3vxS5kKuCoMWbYi28B3B+rsW2SgAQkIAEJNIRADGJfkPFsjzVE36HULOwRAOAeRKPWd6EMRd2LJCABCUigzgT+0nbnH/ALCwA6NetjgDo3cXWTgAQkIIFeBC7utbNt+4oOAM5vGzDtkYAEJCCB1hMwAMihiu0ByAGiWUhAAhKQQKkELiq1tIoKK2wQYNjDQMAYAPh35AWxbZKABCQgAQnUnEBMZLcQYwBm1FzPkdUr9BEAAGeh4dSRtTQDCUhAAhKQQDkELk/B+QfKQgOATl2dUE6dWYoEJCABCUhgZAJJPP8PSmUEACdTTnSpmCQgAQlIQAJ1J5DE8/+ohMIDALpSHqCcs+pe4+onAQlIQAISgIA9ADk3Ax8D5AzU7CQgAQlIIHcCj5Bj66cAzqgV3gPQKejXLGNqRZMEJCABCUigrgQuodf6qboql7depQQAAL0TxZ0TIO/aMz8JSEACEsiTQDLP/wNaKQFAp3Z+mWctmZcEJCABCUggZwLJPP8PboVOBNRdMcwJtDzbN3bvc10CEpCABCRQIwLL0mN9W430KVSV0noAgHoTlvg2QKHVaeYSkIAEJDAkgRtScv7BqLQAoFMh/ztkxXiZBCQgAQlIoEgCU4vMvI55lx0AxNsAt9cRhDpJQAISkEDSBJLroS41AKB7ZSbN64ikm5jGS0ACEpBAHQkkFwCUNggwq20GAy7O+q3IvNk+lxKQgAQkIIEKCVzLD9SVKiy/kqJL7QEIC4F8F4vjK7HWQiUgAQlIQAJzEpg656727yk9AOggPbz9aLVQAhKQgAQaQiC57v+ol9IfAWSNgUcBl7K+RrbtUgISkIAEJFARgSXpnY4Za5NKVfUABOQvJUVaYyUgAQlIoI4ErknR+UdFVBkAHEv5V9SxNaiTBCQgAQkkQ2BqMpaOMbSyAICIaxa6fGaMPm5KQAISkIAEyiSQ5PP/AFzZGICsdhkLcAHra2fbLiUgAQlIQAIlEYgfoovze/SeksqrVTGV9QB0UTiga91VCUhAAhKQQFkELk/V+QfgygMA4J+BHmeWVduWIwEJSEACEugQOCllEpUHAB349gKk3Aq1XQISkEA1BAwAquH+r1LpBYhxAElXxL9ouCYBCUhAAiUQiPf+Ly6hnNoWUZcegAD0MWRGbUmpmAQkIAEJtInAyfz4jEGAyabaBADUw7XUwueTrQkNl4AEJCCBMgmcWGZhdSyr8tcAu6HwSmB8IXA6skr3ftclIAEJSEACORJ4jLxeyA/PWCabatMDEDVAZTzBYp9YjW2TBCQgAQlIoAACp6fu/INprQKAUIhKOZfF92LdJAEJSEACEiiAQPLd/8G0Vo8AskrmUcCirF+DLJHtcykBCUhAAhLIgUD0MC/Fj814CyDpVLsegKgNKuYBFh9OumY0XgISkIAEiiBwsc7/Gay1DABCNSro5yzspnmmnvwrAQlIQAL5ENCvdDjW8hFAVsc8CliM9UuQl2X7XEpAAhKQgARGILA6PzAvH+H61lxa2x6AIEwl3cdiRyTeDjBJQAISkIAERiFwk87/X/hqHQCEmlRWTNW4/79Udk0CEpCABCQwFIFjh7qqpRfV+hFAN3MeB/yU7Z2797kuAQlIQAISGIDAavyovGKA81t9apMCgAWpiegNWLnVNaJxEpCABCRQBIGrcP6vLiLjpuZZ+0cAGVgq7mHWd0Aeyfa5lIAEJCABCfRJIHqRTV0EGhMAhM4EAVex2LtLf1clIAEJSEAC/RDw+f8YSo0KAEJ3goCI4j49xg43JSABCUhAAuMRuAjfccN4B1Pd37gAICqKivwCi8NTrTTtloAEJCCBgQjY/d8DV2MGAY7VnbcCIniJ2QK3H3vMbQlIQAISkECHwNMsX8oPx79J5NkEGtkDECZQmVGpuyJnx7ZJAhKQgAQk0IPAH3T+Paiwq7EBQJhDpc5gsS1yZWybJCABCUhAAmMI2P0/Bki22dhHAJkBseRxwNIspiHLxLZJAhKQgAQkAIEnkSX4sRjTypvGEGh0D0BmC5V7B+ubI7dl+1xKQAISkEDyBE7T+Y/fBloRAIR5VPK1LNZHYmmSgAQkIAEJ/FgE4xNoxSOAbvN4HPBitk9DXtu933UJSEACEkiKwL1YG6P/Y6yYqQeB1vQAZLZR2fewvglyTrbPpQQkIAEJJEfgKJ3/xHXeuh6AzFx6AuZj/RfIltk+lxKQgAQkkAyBlTqPhpMxeFBDW9cDkAGg4h9j/W2I8z9nUFxKQAISSIPAVJ3/5BXd2gAgTKcBxCsguyL/HdsmCUhAAhJIgsARSVg5opGtfQQwlguPBOJTwv+HLDj2mNsSkIAEJNAaAjH4b2l+AD7RGosKMqTVPQDdzGgMMR5gHeS67v2uS0ACEpBAqwj8UOffX30m0wOQ4aAnYBHWj0Hemu1zKQEJSEACrSHg4L8+qzKZHoCMB5Hhg6zH9wMOQmYhJglIQAISaAeBs7jHOxlcn3WZXAAQXGggkQ5mdRvEOaIDikkCEpBA8wl8t/kmlGdBco8AxqLlkcDi7Ps2st3YY25LQAISkEBjCDj4b8CqSrIHoJsRPQF3IW9n385INCCTBCQgAQk0j4CD/wass+R7ALp50RsQ3xH4FhKvDJokIAEJSKAZBJ5GzRj8d30z1K2Hlsn3AHRXA43nHmRH9oXc3X3MdQlIQAISqC2BX+v8B68bA4AezGhIMWfAqki8LuibAj0YuUsCEpBAjQgcViNdGqOKjwAmqSoeC7yOU76MbDrJqR6WgAQkIIHyCVzIj7aY5M00IAF7ACYBRsO6BNmM07ZCrpzkdA9LQAISkEC5BL5SbnHtKc0egAHqkt6ACJj2RA5BlkZMEpCABCRQHYGbKPoV/Eh7qjoVmluyPQAD1B2N7GnkB1zySuQzyEMDXO6pEpCABCSQL4Gv6/yHB2oPwPDs5qJHYGEufw/yIWQ5xCQBCUhAAuUQuJ9iliEAeKSc4tpXij0AI9QpDe8h5GtksSIScwecP0J2XioBCUhAAv0TOELn3z+sXmfaA9CLygj76BV4A5f/BxIBwXNHyMpLJSABCUigN4En2L08AcBfex92bz8EDAD6oTTEOQQCy3DZ+5BdkOWHyMJLJCABCUigN4GjcP579j7k3n4JGAD0S2qE8wgG1uLydyA7IREYmCQgAQlIYHgCqxEAXDH85V4ZBAwASmwHBAJTKG5dJIKBmG54ScQkAQlIQAL9E/gdzn+L/k/3zPEIGACMR6bg/cQCMQDzjciWyEbI6xHHDADBJAEJSGACAhsTAPxhguMe6pOAAUCfoIo+jYBgQcpYD4lgYGMkHhvMg5gkIAEJSOAZAmfi/GNmVlMOBAwAcoBYRBYEBPOT767I/sjKRZRhnhKQgAQaRmADAoDzGqZzbdW1y7kmVYPDXxZV1uySeCSwWE3UUw0JSEACVROIZ/86/xxrIYkeAJxrdBm9GrmuIzfRkGbmyHGgrNAnviMQzj6cfOb0XzxQJp4sAQlIIC0C63DfvjAtk4u1NpUAID7p+6culOH8b0aygCBb3s6+hzOhsc1gfdKEQ5+bkxZBXjCJLMXxcPpLICYJSEACEuiPwKncj+OLrKYcCSQRAAQvnPRVLF41ILsIFGYHBF3rs1hfFMkcfnwTIF7xM0lAAhKQQP4E1iIA+GP+2aadY0pjAH5EVR86YHUHn3D0ISYJSEACEiifwIk6/2Kgp9QDEIPsbkb8pV5MWzJXCUhAAnkTiN7W1xEATM87Y/Oba65kvgZIA7qVCj/bSpeABCQggcYQ+KXOv7i6SiYA6CA8pjiU5iwBCUhAAjkSiF//B+WYn1mNIZBaAPAL7H98DAM3JSABCUigfgSO49f/FfVTqz0aJRUA0JgepOp+1p7q0xIJSEACrSTwFFYd1ErLamRUUgFAh/tXasRfVSQgAQlIYE4CR/KD7Zo5d7snTwLJvAXQDY05AX7D9pu797kuAQlIQAK1IPAPtFiRAODuWmjTYiVS7AGI6vxyi+tU0yQgAQk0mcChOv9yqi/JHoBASy9ATA0cUwSbJCABCUigHgRuQY2VCQAcrF1CfaTaAxBoHQtQQgOzCAlIQAIDEPiUzn8AWiOemnIPQEzzez3yshEZerkEJCABCYxOIL70ty4BQLz/byqBQLI9ALSx+NCPvQAlNDKLkIAEJNAHgf11/n1QyvGUZHsAgiHjAOZhEa+arBDbJglIQAISqIRATPqzUyUlJ1xosj0AUec0uCdZfDLh+td0CUhAAlUTmIECn6haiRTLTzoAiAonCIjpgaelWPnaLAEJSKAGBP6H+/BNNdAjORWSfgSQ1TaPAtZj/bxs26UEJCABCZRC4F5KiUl/Ypp2U8kEku8BCN40vvNZHF8ye4uTgAQkkDqBg3T+1TUBewA67OkFWJHVq5EYGGiSgAQkIIFiCcRkbGsTAMSHf0wVELAHoAOdRhhzAhxeQR1YpAQkIIHUCITT30fnX221GwA8m/+BbDoY5dlM3JKABCSQN4Fv4vwvyTtT8xuMgI8AxvDiUcAm7DoDmTLmkJsSkIAEJDA6gdvI4lUEAA+PnpU5jELAHoAx9GiUZ7HriDG73ZSABCQggXwIfFDnnw/IUXOxB6AHQXoBFmL3lciyPQ67SwISkIAEhiNwAs5/++Eu9aq8CRgAjEOUIOBNHPrdOIfdLQEJSEACgxF4iNOj6/+OwS7z7KII+AhgHLI00t9z6PvjHHa3BCQgAQkMRuAAnf9gwIo+2x6ACQjTC7Awh2Okqh8LmoCThyQgAQlMQuAijsenfp+e5DwPl0jAHoAJYNNYo8tqB+TxCU7zkAQkIAEJjE8gPr2+r85/fEBVHTEAmIQ8jXY6p3xgktM8LAEJSEACvQl8vXMf7X3UvZUR8BFAn+h5HBDjAd7d5+meJgEJSEACc811MxBWJQB4VBj1I2AA0GedEAA8n1Pjs8Fr9HmJp0lAAhJImcAsjN8U5z81ZQh1tt1HAH3WDo04xgHEeAA/W9knM0+TgASSJvA1nX+9698egAHrh56Abbjkl4jB04DsPF0CEkiGQHxZ9fWdH07JGN00Q3ViA9YYDfpELvnwgJd5ugQkIIFUCDyJobvr/Otf3QYAQ9QRDftwLvv8EJd6iQQkIIG2EziEe6Rf+mtALfsIYIRK4nHAkVz+nhGy8FIJSEACbSJwIcasTwDwVJuMaqstBgAj1CwBwNxcfgIS4wJMEpCABFImEK/6vRbnf23KEJpku48ARqitTpS7M1mcN0I2XioBCUigDQQ+rvNvVjXaA5BDfdET8AKymYqslkN2ZiEBCUigaQTi42lbEADEu/+mhhAwAMipoggCFiOr3yJr5ZSl2UhAAhJoAoH7UfI1+H4/89uE2urS0UcAXTBGWaXx38f1myFnj5KP10pAAhJoGIEP6vwbVmMddQ0Acqw3/gn+QXZvRk7LMVuzkoAEJFBXAj/lvveTuiqnXhMT8BHAxHyGOsrjgHm58Fhku6Ey8CIJSEAC9SfwZ1RciwDg4fqrqoa9CNgD0IvKiPv4h3iCLHZCfjxiVl4uAQlIoI4E4pW/HXT+daya/nUyAOif1UBn8o8xkwvehfz3QBd6sgQkIIH6E3gf97ir6q+mGk5EwEcAE9HJ6RiPBHYlq5g1MD4pbJKABCTQZALfw/nv02QD1P0ZAgYAJbUEgoA1KepXyNIlFWkxEpCABPImcCkZrkcAEJ9HNzWcgAFAiRVIELAkxcWnhNcusViLkoAEJJAHgQfJJD7xe0MemZlH9QQcA1BiHfCP8zeK2wg5usRiLUoCEpBAHgT21PnngbE+eRgAlFwX/APNQPag2P2QGElrkoAEJFB3Aodx34pHmKYWEfARQIWVySOBV1J89Ab4SKDCerBoCUhgQgLxsbONCQDizSZTiwjYA1BhZfIPFZ/N3AD5LOI/V4V1YdESkEBPAvew9x06/55sGr/THoCaVGHnLYFjUGflmqikGhKQQNoEnsL8t+D840t/phYSsAegJpXKP9kfUeV1yP8gflKzJvWiGhJImMBHdf7trn17AGpYv/QGxCeFIxBwbEAN60eVJJAAgSNw/u9LwM6kTTQAqGn1EwRMQbU9kS8iL0FMEpCABMogcCaFbEEA4LikMmhXWIYBQIXw+ymaOGARzjsI+SDyXMQkAQlIoCgCMTB5HZz//UUVYL71IWAAUJ+6mFATAoFVOeEbyGYTnuhBCUhAAsMRCKe/Ns7/uuEu96qmEXAQYENqjH/Kq5DNUXdT5KyGqK2aEpBAMwg8iZrb6/ybUVl5aWkAkBfJkvLhH/QsJIKAmD/gtyUVazESkEC7CXwg7i3tNlHrxhIwABhLpCHb/LOeh7wFdeONgRMRXx1sSN2ppgRqRuBr3Eu+VzOdVKcEAo4BKAFyGUUwRmB1yvkPZCdkvjLKtAwJSKDxBE7Bgm0IAJ5uvCUaMDABA4CBkdX7gs5bA7uh5d5IBAUmCUhAAr0IXMnO9XD+/+h10H3tJ2AA0OI6JhiIxwMRCOyCLNhiUzVNAhIYjMBdnB4j/m8Z7DLPbhMBA4A21eY4thAIhPN/B7IDEgMI50VMEpBAmgQexOz4ut/0NM3X6oyAAUBGIpElwcBCmLoFsi2yJbIYYpKABNIg8Bhmxix/56RhrlZORMAAYCI6LT9GMBAzC8brhBEMbI2siJgkIIF2EoipfbfD+Z/cTvO0alACBgCDEmvx+QQEi2Peul2yJuu+UdDiOte0ZAjEa8J74Pzjk+MmCfyTgAGADWFcAgQE83Aw3iSIoGAdZGUkegkWRkwSkEBzCHwE5x9TiZskMJuAAcBsFK70S4DA4EWcG4HACmOWS7K9CBIBwtyISQISqJ7A53D+B1avhhrUjYABQN1qpCX6ECTEmwcRDGTyUta/isTSJAEJlEPg2zj//copylKaRsAAoGk11kB9CQbegNo/QaLHwCQBCZRD4GcU804CAGf5K4d340rxWwCNq7LmKIzjfw7yKTQ+D9H5N6fq1LT5BE7DhN11/s2vyCItsAegSLoJ543jXxrzj0E2SRiDpkugCgLTKHRznP+jVRRumc0hYA9Ac+qqMZri/LdD2csRnX9jak1FW0LgT9ixlc6/JbVZsBkGAAUDTil7HP98yHew+QTEGQZTqnxtrQOBC1FiM5z//XVQRh3qTyBmgjNJYGQCOP7VyeSnyCojZ2YGEpDAoATO5YItcf5+2W9Qcgmfbw9AwpWfh+k4/kgfJq/49aHzzwOqeUhgMAJTOf3NOv/BoHn2XHPZA2ArGJoAjv8lXPxD5C1DZ+KFEpDAKAR+z8Xb4vzjIz8mCQxEwB6AgXB5ckYA5/9m1mOgn84/g+JSAuUS+A3FbaPzLxd6m0ozAGhTbZZgC45/YeR/KOpUJD4eZJKABMoncCJFvg3n/3j5RVtiWwj4CKAtNVmCHTj+XSnmK8gSJRRnERKQQG8Cx7N7F5z/k70Pu1cC/REwAOiPU9Jn4fhfBYBvIRslDULjJVA9gWNRIWb4m1m9KmrQdAI+Amh6DRaoP45/QeRLFDEd0fkXyNqsJdAHgZhZczedfx+kPKUvAvYA9IUpvZNw/DtitV/vS6/qtbieBL6NWh/E+fthn3rWTyO1sgegkdVWnNI4/lciv6OEnyN+urc41OYsgX4JHIDj30/n3y8uz+uXgD0A/ZJq+Xk4/fkw8QDkP5F5W26u5kmgCQRikN97cfxHN0FZdWweAQOA5tVZ7hrj/Lch028gy+WeuRlKQALDEIgpfXfA+UdvnEkChRAwACgEazMyxfEvj6bfRLZuhsZqKYEkCNyJlTGv/6VJWKuRlREwAKgMfXUF4/hfROkfQ2IO/+dXp4klS0ACYwj8he2Y1//mMfvdlEDuBAwAckda3wxx/C9Gu3D8H0AWqK+maiaBJAmcj9Vvxfnfl6T1Gl06AQOA0pGXXyCOPz7aE4P73o/o+MuvAkuUwGQEfskJ78T5O7XvZKQ8nhsBA4DcUNYvIxx/zNWfOf7566ehGklAAhD4X+RDOH/f8bc5lErAAKBU3OUUhuOPufo/jrwPidf7TBKQQP0IzEKlT+P4v1g/1dQoBQIGAC2qZRz/kpjzCWQfRMfforrVlNYReBiL9sD5n9A6yzSoMQQMABpTVeMriuNfiqOZ43dU//ioPCKBOhC4DiXiU75X10EZdUiXgAFAg+sex7806n8SeS+i429wXap6MgROwdJdcf4PJmOxhtaWgAFAbaumt2I4/Skc2RyJbv5tkXkQkwQkUG8C8bz/c8hncf6xbpJA5QQMACqvgv4UwO/HwL69kPciL+/vKs+SgARqQCCm9d0dv//rGuiiChKYTcAAYDaK+q3g9ONrjW9C4td+zNdvfQHBJIEGEYiZ/eJ5/58bpLOqJkJAh1LDisbxx2j+dyPxa385xCQBCTSPwImoHL/8H2qe6mqcAgEDgJrUcufX/haoE7/24+M81k1N6kY1JDAggXjGfzByCM7f5/0DwvP08gjoZMpj3bMkHH+M5M9+7S/b8yR3SkACTSEQv/Z3w++f1BSF1TNdAgYAFdQ9Tn8xit0K2RHZEpkbMUlAAs0mcBHqxyt+1zfbDLVPhYABQEk1jdNfkaJiIF/IBohOHwgmCbSAQMzhH9P5fhbnP7MF9mhCIgQMAAqq6M4z/TeQfbyrH07/VQUVZbYSkEB1BG6j6OjyP7s6FSxZAsMRMAAYjlvPq3D6Mf/+5kg4/RjIF1/jM0lAAu0k8HPM2hfn/0A7zdOqthMwABixhnH6LyGLcPbh9OOdfT/CAwSTBFpMID7k80Ec/1EttlHTEiBgADBgJePwF+SStZB1kXD8ayMxYY9JAhJoP4ELMTEG+t3QflO1sO0EDAAmqGGcfQzUWxUJJ59JPMvX4QPBJIGECMRAv0ORg3H+DvRLqOLbbKoBQFft4vBfymY4+hi8F8s1kQUQkwQkkC6BWzE9Bvqdky4CLW8jgWQDgE5Xfjj47Jd9LJdqYyVrkwQkMDSBn3DlB3D+DvQbGqEX1pVAqwMAnPzzAf8yZPmOLNdZrsLSrnwgmCQggZ4E4vW+/XD8J/c86k4JtIDAFGxYHLmfhv5E0+zBwUcAswwy1sFn2/EJ3bDRJAEJSKAfAvGs/9vIp7gnxmd8TRJoLYFwoDEt7Y9wptEdfjdy1yTLezj+GPIE/yAjf+iCcmNA3fxIPGufTBblnO5f9PHMPgbqmSQgAQmMSuBqMtib29r5o2bk9RJoAoEpmQ/HEW+Pwl9FBvkgzQzOD3m8I9l6toz9sR5pPOfue/PP8PGvBCRQDYHo/fwCcij3w8b1hFaDzFLbQGB2ABDGEATEL/FPIf+JPA8xSUACEmgzgWkY914cf/z6N0kgKQLPCgAyywkEVmD960hMdGOSgAQk0DYC8Xz/08i3cP7x3N8kgeQI9AwAMgoEAlux/g0kAgKTBCQggTYQOAUj3o/jj5H+JgkkS2DCGe34B4l/lFWRzyCPJktJwyUggTYQuBMjduG+trXOvw3VqQ2jEpiwB6A7c3oDYnDgYcgO3ftdl4AEJFBzAjEYOe5dX8TxP1xzXVVPAhLawMAAAAkuSURBVKUR6DsAyDQiENic9W8iMZmOSQISkEBdCcRryscin8Txx3S+JglIoIvAhI8Aus6bvco/0ulsrI58DHGijNlkXJGABGpEIEb3r8f96p06/xrViqrUisDAPQDd2tMbsCTbX0J2697vugQkIIGKCNxCufGLP375myQggQkIjBQAZPkSCGzA+heR9bN9LiUgAQmUSCCe7cdkPl/F+cczf5MEJDAJgVwCgKwMAoE3sX4wsm62z6UEJCCBAgnEO/w/QA7E8ccof5MEJNAngVwDgKxMAoEtWI9AID6xa5KABCRQBIEzyXR/HP9lRWRunhJoO4GBBwH2A4R/yNOQdTg3JhK6uJ9rPEcCEpBAnwRigN+bucdspvPvk5inSaAHgUJ6AMaWQ49ATCl8EPL6scfcloAEJNAngfM472Cc/u/7PN/TJCCBCQiUEgBk5RMIbMP6Qchrs30uJSABCUxC4FyOh+OPV5BNEpBATgRKDQAynQkE3sb6QUjMJ2CSgAQk0IvA2ewMxx/P+k0SkEDOBCoJAMIGgoApLLZDDkJeg5gkIAEJBIGpSDj+WJokIIGCCFQWAGT2dAKB7dn+LPLqbL9LCUggOQJnYfFBOP745W+SgAQKJlB5AJDZ1wkEdmT7QMRAIAPjUgLtJxDP9g/B8Z/TflO1UAL1IVCbAKAbCcHAJmx/ANkWeW73MdclIIFWEIjZ+n6CfBPH73v8rahSjWgagVoGABlEAoGlWd8X2RtZItvvUgISaCyB29H8W8j3cPz3NtYKFZdACwjUOgDI+BIIzMP625HoFXhjtt+lBCTQGALxDn98RvwEHP/MxmitohJoMYFGBADd/AkG4o2BCAR2QxboPua6BCRQKwIz0Ca+yhfd/JfUSjOVkYAE5mpcAJDVGYHAIqzvgeyHrJTtdykBCVRO4K9o8B3kCBz/3ZVrowISkEBPAo0NALqtIRjYnO0IBGKmwbm7j7kuAQmURuACSopu/l/g+J8srVQLkoAEhiLQigAgs5xAYBnWs0GDL8n2u5SABAojEL/2f4wcjdO/srBSzFgCEsidQKsCgIwOgcC8rO+ARK/A+tl+lxKQQC4EHiWXXyFHIWfg+J/KJVczkYAESiXQygCgmyDBwPJs74S8A/EjRN1wXJdA/wRmceofkKOR6OL/R/+XeqYEJFBHAq0PALqhEwy8gu0sGPD7A91wXJdAbwJ/YfcxITj9W3uf4l4JSKCJBJIKALoriGBgFbazYCDWTRKQwDME7mMRr+/Fc/0LhSIBCbSTQLIBQHd1EgxEb0AWDEQvgUkCqRH4OwafgvwSORXH/0RqALRXAqkRMAAYU+MEAzFOIIKBkJePOeymBNpEILr3T+zINJy+g/naVLvaIoFJCBgATACIYGAtDmfBwLITnOohCTSBQDj4c5GTkBNx+Nc1QWl1lIAEiiFgANAHVwKBKZy2DhKfK34z4pgBIJgaQeAhtPwtEk4/uvbj+b5JAhKQQHOnAq6y7ogHlqT8TTuyGcuXVamPZUtgDIFb2I6u/XD6U3H6zso3BpCbEpDAXAYAeTQCAoIYKxCBQBYUvCSPfM1DAn0SuIPzpiLxnn44fLv2AWGSgAQmJuAjgIn5DHy087hgVS7MAoKNWI8PF5kkkBeB28hoKpI5/Bvyyth8JCCBdAgYABRc1wQEc1PE65EsIIipiecruFizbxeB6NKfimQO/6Z2mac1EpBAFQQMAEqmTkDwPIpcD4nHBREUxJsGz0VMEsgI3MhKOPvM4UcAYJKABCSQKwEDgFxxDp5ZJyB4NVeu3pE1WK6GLIqY2k0gBuddjUzvkst4hn9/u83WOglIoA4EDADqUAs9dCAwiDcLIhjoDgyWZ3tKj9PdVX8CD6LiZUg4+0s7y6tx9s64BwyTBCRQPgEDgPKZD10iQcFCXBy9A92BQUxj7JiCoakWcuGt5Nr9q346jt7n9oWgNlMJSGBYAgYAw5KryXUEBTHIML5fED0FWWAQjxSWQuKYKX8CM8gyHHo8qw+JUfjZ+o04+0fZNklAAhKoNQEDgFpXz/DKdQKDJcjhpcgynWWsd0sECfMgpjkJ3M2u2U6d9W4nfwdOftacl7hHAhKQQHMIGAA0p65y15Qg4TlkujjSHRSMDRiW5vi8uRdefoYzKTK+eHdvl9zTY/1O9sWv+IdZmiQgAQm0loABQGurNh/DCBJi0OGLkQgMFkNivEHI/F3r2b5Bltn1WQ9E/KKOAXEh0cWerU+23X1uDLQLB9/LsT/gr3bImCQgAQl0CBgA2BQqJdB5VPEcnHO8EmeSgAQkIIGSCBgAlATaYiQgAQlIQAJ1IhDPgE0SkIAEJCABCSRGwAAgsQrXXAlIQAISkEAQMACwHUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIAEDANuABCQgAQlIIEECBgAJVromS0ACEpCABAwAbAMSkIAEJCCBBAkYACRY6ZosAQlIQAISMACwDUhAAhKQgAQSJGAAkGCla7IEJCABCUjAAMA2IAEJSEACEkiQgAFAgpWuyRKQgAQkIIH/D3oDcFD+iW2WAAAAAElFTkSuQmCC'/%3E%3C/defs%3E%3C/svg%3E)

Let’s face it. Traceability in manufacturing is vastly complex. From sourcing raw materials to the production processes involved to the interdependencies between multiple systems, multiple locations, stakeholders, and teams, there’s a lot to track and manage. If you’re in an industry that has to comply with various regulations (we see you, food and pharma), the level of complexity rises another notch.
Regardless of your industry, these complexities put pressure on daily operations, specifically internal supply chains and production line teams. How do these teams keep everything running smoothly? How do they reach ideal output, a.k.a. the golden batch, consistently? How can they pinpoint areas for improvement?
One answer is through product traceability.
Product traceability in manufacturing is the ability to identify, track, and trace elements of a product as it moves along production from raw materials to finished product. It also includes understanding the intricate details of how a product was made. How long was it under a specified pressure? What temperatures did it experience? What ingredient combinations were used?
Product traceability is often associated with recalls and regulation compliance. But these are just some of the more well-known use cases. Collecting and using product traceability data is a powerful management tool that brings several values to any manufacturing industry.
Here are six ways product traceability can help you reach your manufacturing goals.
Product quality is a key metric for any manufacturer. It influences safety and regulatory compliance as well as customer expectations. And given the myriad of products in the marketplace at any given time, “quality” has countless definitions. However, regardless of industry or product, the primary question when it comes to quality is this:
Is the product you planned to make the same as what you’re producing?
In other words, does the product coming off the line right now align with the product you set out to make? Does the color, size, shape, durability, and functionality meet your expectations? If not, there is likely a quality issue in some capacity.

Tracking down discrepancies is often a labor-intensive, time-eating task. Tools that help with enhanced product traceability remove this hurdle and help minimize the possibility of it happening again.
An advanced traceability tool, like Digital Twins powered by Braincube, allows you to understand the end-to-end conditions by product. You can see sensor, system, and flow data aggregated to show which parameters, conditions, teams, and materials were involved in every step of production.
For example, you can see if any pieces of equipment were operating out of spec, if a certain task took longer or shorter than expected, or if an incorrect amount of raw materials were used. Most importantly, all of these conditions can be traced back to the individual serial codes or batches coming off your production line.
Every product and production line will experience variation. Yes, this variation impacts the quality of your final product. But can you identify which key process input variables (KPIVs) cause the variation seen in your key process output variables (KPOVs)?
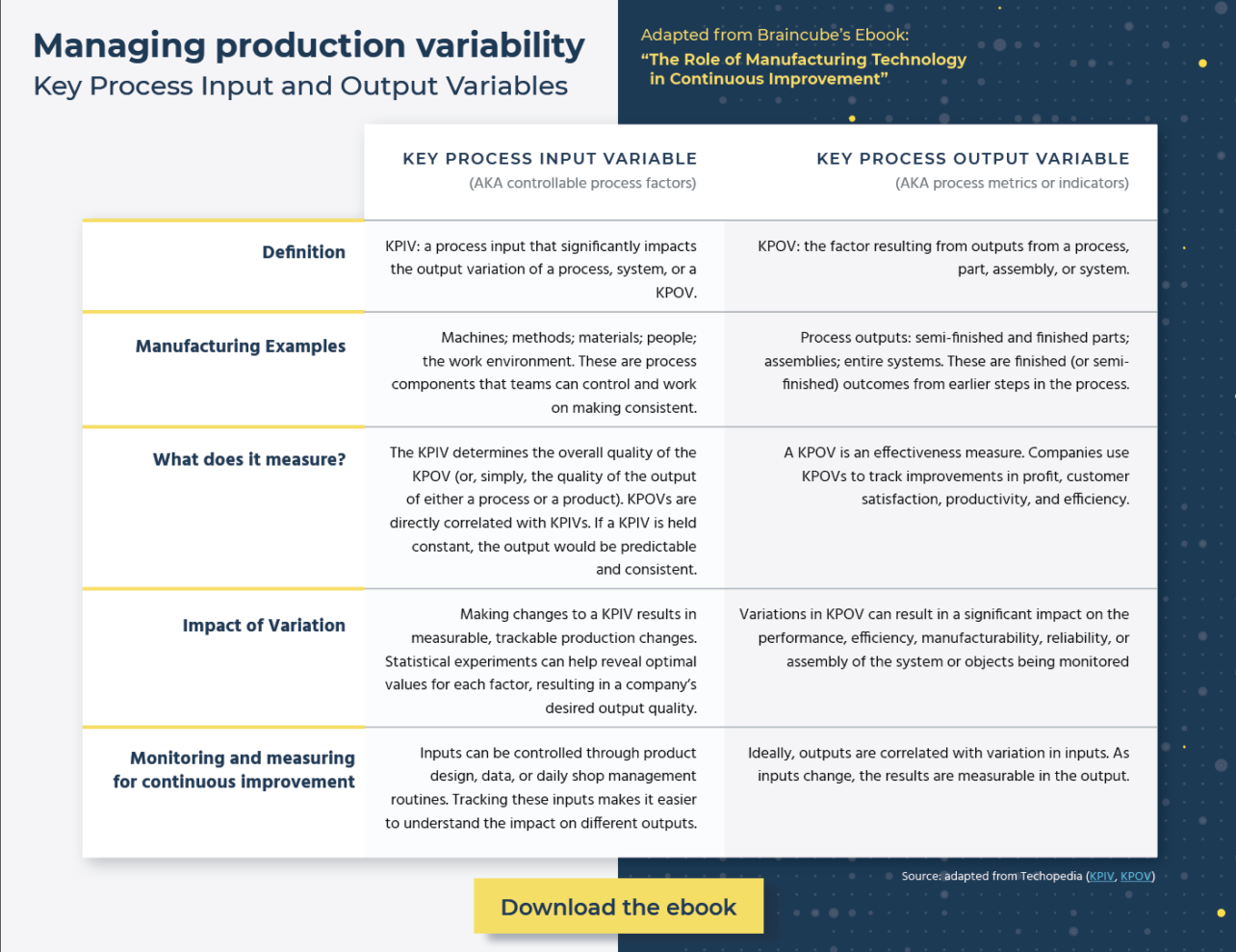
Download our free one-pager to learn more.
Again, this is where leveraging the contextualized data from Digital Twins comes into play. Traceability in manufacturing can facilitate diagnosing and resolving quality issues, particularly when paired with advanced AI.
For example, our paper manufacturing customer, Oji, wanted to reduce their production cost while still growing their market share. Oji is the third-largest paper producer in the world. Using enhanced product traceability via Braincube’s Digital Twin and Advanced Apps, they were able to determine changes to their paper coating recipe. This led to a 10% reduction in paper coating consumption, improved product quality, and increased sustainability.
Linking time-lagged production conditions to your final product allows your teams to see and understand the impact of various parameters (KPIVs) on quality outputs (KPOVS). Using Artificial Intelligence (AI) to crunch through your production data identifies parameter optimizations quickly and makes it easier to pinpoint where teams should focus improvement efforts. At the end of the day, this saves time, effort, and money.
Cutting costs, controlling spending, optimizing inventory: these are ongoing KPIs for manufacturers. Every little boost helps.
An IIoT Platform coupled with Digital Twins And advanced AI technology makes it easy for teams to spot money-saving process optimizations. For example, Braincube’s Advanced Analysis App uses Braincube’s CrossRank AI to quickly crunch through historical data and isolate the key process inputs that create specific outcomes. The algorithm can also provide recommended settings for important processes. With minimal time expenditure, you can implement new processes that bring improved efficiencies with significant long-term ROIs.
Advanced apps can improve traceability for manufacturing companies, helping teams discover hidden energy savings like reducing temperature variations in a specific process: heating rubber, pouring steel, chilling pharmaceuticals. AI can uncover settings that may be surprising and often lead to saving energy costs. On the other hand, it can also be used to drive new optimizations, such as lower smelting temperature ranges that enable steel to maintain a more consistent temperature. Reductions in production anomalies often bring energy savings.

The same data can be used to find raw material optimizations for minimizing costs. Instead of defaulting to the most expensive materials to produce a product, you can identify where to source materials from and how to maintain quality at the lowest cost. Braincube’s Apps and Digital Twins work together and enable teams to test these substitution results digitally to ensure they generate quality outputs.
Traceability also gives you more control over your raw material inventory. From what’s in storage to what’s being used, traceability provides a holistic view of your inventory flow. This makes it easier to manage purchasing and sourcing. A more complete view of your inventory also helps prevent unnecessary downtime and fewer bottlenecks: a huge cost savings.
Safety is a key concern for manufacturers. Whether you’re creating cars, aviation components, or pharmaceuticals, there are safety regulations, guidelines, and protocols you must follow. Given that we operate in a global environment, you may be juggling regulations and guidelines from various states and countries.
Managing all of these regulations is a challenging pain point. Miss one or go out of compliance and you risk significant fines, or worse, a shutdown.
Product traceability data makes it easier to adhere to regulatory requirements. It gives manufacturers better information about what is in their products as well as detailed insight into the processes the products undergo. This is especially beneficial for food or pharmaceutical manufacturers who operate in multiple countries or export between countries.
But what if you could get even more traceability information? Advanced Digital Twins, like those powered by Braincube, take product traceability a step further.
Digital Twins powered by Braincube contextualize data from different systems, sensors, and processes to provide teams with a comprehensive lens into the exact manufacturing conditions that went into producing each batch coming off the line. Everything from how much water is added to the pulp digester to where aviation components are sourced to how long each production step takes is captured in your Digital Twin.
A Braincube-powered Digital Twin is a dynamic replica of your exact production conditions used for each product that comes off your line. Teams can leverage this data to create alerts when outside of safety specifications, optimize quality checks, and set up protocols around regulatory obligations.
Centralizing data in an IIoT platform, with added context from Digital Twins, makes both real-time and historical data available. For example, product temperatures or process settings are available in real-time to make quick, on-the-fly decisions. Edge data makes it easier to alert teams to unsafe conditions. All this data can be provided in reports, dashboards, or other data visualization tools like charts, PowerPoint, or graphs across the organization.
This data can also be shared with regulatory agencies as verification that products were produced safely every step of the way. This is particularly important if you’re in an industry that may need to track down any type of recall or impacted product on-demand, such as airplane parts manufacturer, Aubert & Duval.
Aubert & Duval manufactures metal parts that are assembled in aircrafts. The aeronautic industry is highly regulated and Aubert & Duval must comply with the EN9100 standard. With a zero-tolerance for defects or quality fluctuations, Aubert & Duval use Braincube’s IIoT Platform and Digital Twins to ensure their products meet the EN9100 standard and to keep their quality on track.
Product recalls are a manufacturer’s nightmare. Not only do recalls challenge your traceability capabilities and put a dent in your bottom line, but they also greatly impact customer loyalty and trust. These two factors are difficult to regain and can be severely damaged by recalls.
Enhanced traceability makes weathering these storms less traumatic and minimizes the fallout. With product traceability, you can quickly identify products that are—or may have been—impacted by a product recall or raw material issue. Braincube’s Digital Twin delivers end-to-end production data quickly and easily. Determining which batches, serial numbers, UPC, or other tracking metrics are affected by the recall can happen in minutes instead of hours or days.
Once the batch(es) are located, the necessary investigations and preventative steps can be managed and implemented. Traceability also facilitates internal manufacturing solutions, such as cleaning machines, re-routing production, or removing faulty components.
With supply chains crisscrossing the globe, knowing which products are where is a necessity. For manufacturers with perishable products, sensitive timelines are part of the daily landscape. Every aspect of manufacturing has an inherently rigorous timeline. Manufacturers need data on everything: inventory levels, shopping conditions, storage facilities, working environments, and more.

Sticking to these schedules can be difficult if teams have questions they can’t easily answer. An enhanced product traceability system makes answering these questions easier (or, in many cases, possible). It empowers your employees, reduces unnecessary stress, and makes enables energy to go into other optimizations and efficiencies.
These time-sensitive supply chains make downtime even more costly. Beyond jeopardizing your output yield, unplanned downtime can ruin half-made products sitting on conveyor belts. Enhanced traceability supplies the data you need to ensure everything keeps moving— minimizes the damage when downtime occurs.
This level of product traceability isn’t make-believe. It’s happening in a myriad of manufacturing environments around the world right now. Like IIoT platforms, enhanced traceability is moving from a nice-to-have to an integral manufacturing business tool. More and more manufacturers are discovering how effective their teams are when systems, data, and outcomes come together in a seamless digital environment. Advancements in Digital Twin and IIoT Platform technologies make this high level of traceability even more accessible.
So it’s not a question of if you use enhanced product traceability: can you afford not to? Regardless of your industry, having your finger on the pulse of your products’ creation cycle leads to better products, better operations, and a better bottom line.
Revolutionize your paper manufacturing with AI-driven optimization. Enhance efficiency, cut costs, and achieve autonomous operations like industry leaders Arjowiggins and Oji Paper. Embrace the future of smarter production!
Learn more

Integrating prescriptive and predictive analytics into daily workflows allows operations teams to make data-backed decisions, continuously improve processes, and drive key performance indicators with greater accuracy.
Learn more